The G83 canned cycle is used for deep hole drilling where chips must be cleared in steps (pecks) to prevent tool breakage. Unlike G81 (simple drilling) and G82 (drilling with dwell), G83 drills in repeated pecks, retracts slightly to break and clear chips, and then continues until the final depth is reached.
G83 Syntex
G98/G99 G83 X__ Y__ Z__ R__ Q__ F__ L__
Parameters:
-
X, Y → Hole location coordinates
-
Z → Final drilling depth
-
R → Reference (retract) plane
-
Q→ Peck depth (amount drilled per step)
-
F → Feedrate
-
L → Number of Repetition of holes
Working Principle of G83
-
Drill feeds down by depth Q (peck amount).
-
Tool retracts above the cutting face (usually to R-level or slightly above the last cut) to break chips.
-
Drill feeds again another Q deeper.
-
This repeats until the programmed Z-depth is reached.
-
At the end, the drill retracts fully to the R plane.
This method prevents long chips from sticking to the drill and avoids excessive tool load, especially in deep holes or tough materials.
Example Program
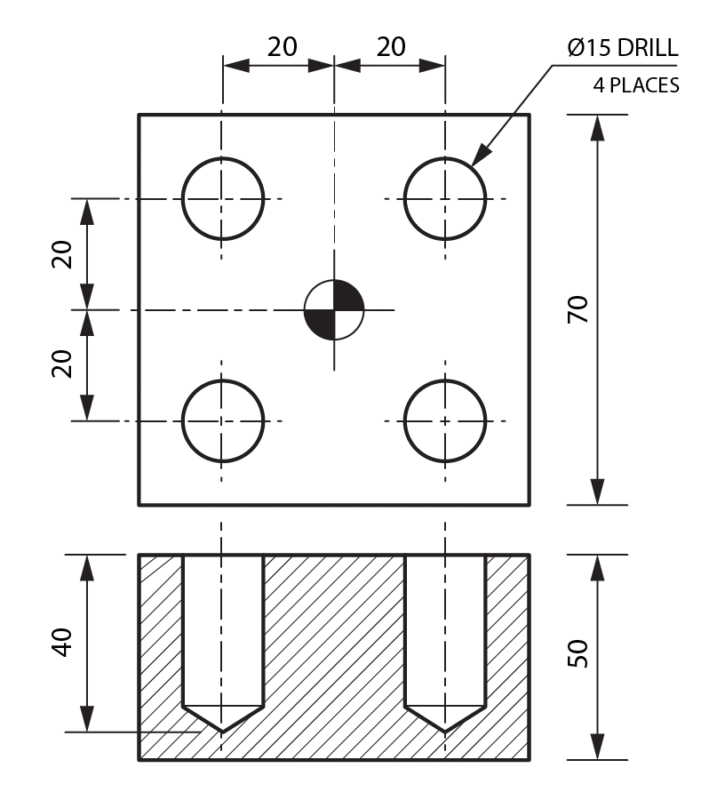
N20 G90 G54 G00 X20 Y20 (Position to hole center)
N30 G43 H05 Z100. M03 (Tool length & Spindle On)
N40 G98 G83 X20 Y20 Z-40. R2. Q5. F120.
N80 G80 (Cancel canned cycle)
N90 G00 Z100. (Safe retract)
N100 M30
Explanation:
- Drill at position X20 Y20
- Drill final depth Z-40
- R2. → Retract plane = 2 mm above surface
- Q5. → Drill in 5 mm steps
- F120. → Feedrate = 120 mm/min
- G98 → Return to initial plane after drilling (use G99 if returning only to R plane).
Key Differences from G81 & G82
-
G81: Simple drilling, no chip breaking.
-
G82: Drilling with dwell at bottom.
-
G83: Deep drilling with pecking and chip clearing.
Quick Checklist Before Running G83 Cycle
-
Confirm Q (peck depth) is smaller than drill flute length.
-
Set proper R level to avoid tool crashes.
-
Use G98/G99 correctly (initial vs R plane return).
-
Choose suitable feedrate to match material & drill size.
-
Simulate toolpath in CAM/control to check retractions.