The G73 high-speed peck drilling cycle is specifically designed for VMC operations to increase productivity. Unlike deep-hole drilling cycles that retract to the reference plane, G73 performs a small, rapid retract to break the chip, allowing for significantly faster cycle times in materials that produce stringy chips or when drilling medium-depth holes.
G73 Syntax
G73 X_ Y_ Z_ R_ Q_ F_
Parameters:
-
X, Y → Hole location coordinates
-
Z → Final drilling depth
-
R → Reference (retract) plane
-
Q → Peck depth (depth of each cutting increment)
-
F → Feedrate
Working Principle of G73
-
The tool rapids to the R plane.
-
The drill feeds down by the Q value.
-
The tool performs a small, rapid retract (a fixed parameter in the control) to break the chip.
-
The tool rapids back down to a position slightly above the previous depth and resumes feeding.
-
This process repeats until the final Z depth is reached.
-
The tool retracts at rapid speed to the R plane.
N10 T02 M06 (Drill Tool Call)
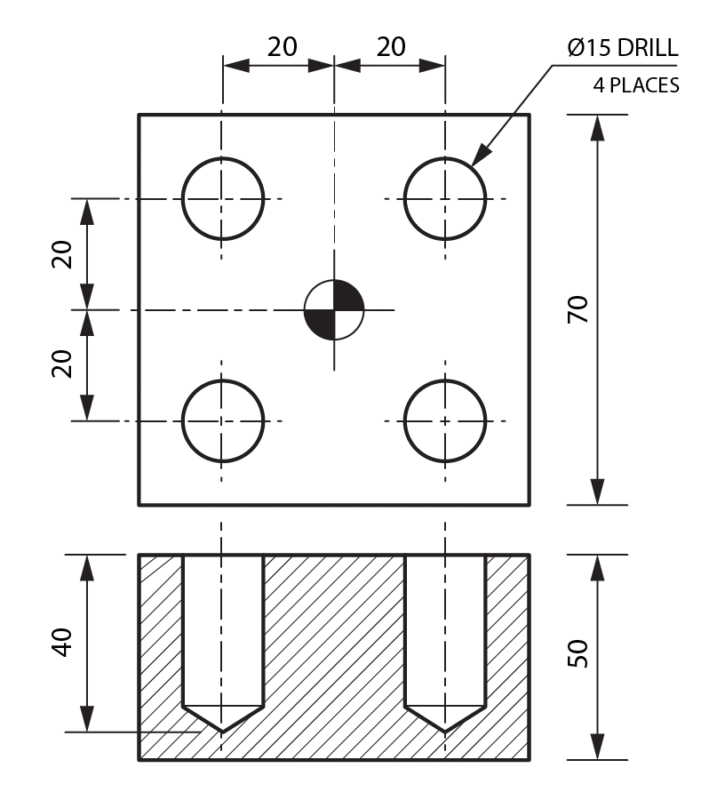
N20 G90 G54 G00 X20. Y20. (Move to first hole position)
N30 G43 H02 Z50. M03 S1500 (Tool length offset, spindle 1500 RPM)
N40 G98 G73 X20. Y20. Z-25. R2. Q5. F200. (Drill cycle)
N50 X-20. Y20.
N60 X-20. Y-20.
N70 X20. Y-20.
N80 G80 (Cancel canned cycle)
N90 G00 Z50. (Safe retract)
N100 M30
Explanation:
-
Hole location: The cycle executes at four positions (X50, Y50 through X50, Y100).
-
Z-25.: Total depth of the hole is 25 mm.
-
R2.: Retract plane is set 2 mm above the workpiece surface.
-
Q5.: The drill pecks in 5 mm increments, breaking the chips at each step.
-
F200.: The feedrate is set to 200 mm/min.
Important Notes
-
Chip Breaking: G73 is primarily for breaking chips, not for deep-hole chip removal. For very deep holes, use G83 to ensure chips are cleared from the hole.
-
Parameter Reliance: The “small retract” distance is typically determined by a machine parameter (consult your manufacturer’s manual).
-
Coolant: Because the tool stays in the hole, the use of high-pressure flood coolant or through-spindle coolant is highly recommended to flush out the broken chips.
-
Modal Status: Like other canned cycles, G73 is modal; it remains active until canceled by
G80or another canned cycle.
Quick Checklist Before Running G73
-
Check the Q value: Ensure your peck depth is appropriate for your drill diameter and material type.
-
Verify R plane: Confirm the R plane is high enough to clear any obstructions, but not so high that you waste cycle time.
-
Coolant Flow: Ensure your coolant nozzles are positioned to flush the chips out of the hole efficiently.
-
Drill Sharpness: Ensure the drill is sharp to prevent work hardening, especially in materials like stainless steel.