When standard tapping is insufficient for deep holes, many Fanuc programmers use the G84 Peck Tapping Cycle. While some controllers utilize specialized codes (like G84.2), the standard G84 can be configured for pecking by including a Q value (peck depth). This allows the tap to enter the hole in increments, breaking chips as it goes, which is vital for maintaining thread integrity in deep, blind holes.
G84 Syntax (Peck Tapping)
G84 X_ Y_ Z_ R_ Q_ F_
Parameters:
-
X, Y → Hole location coordinates
-
Z → Final thread depth
-
R → Reference (retract) plane
-
Q → Peck increment (depth of each tapping step)
-
F → Feedrate (must equal tap pitch × spindle speed)
Working Principle of G84 Peck Tapping
-
The tool rapids to the R plane.
-
The spindle rotates clockwise (M03), and the tap feeds into the hole by the depth specified in Q.
-
Upon reaching the first peck depth, the spindle reverses (M04) and retracts slightly to break the chip.
-
The spindle then reverses again (M03) to continue feeding to the next increment.
-
This process repeats until the final Z depth is reached.
-
At the bottom, the spindle automatically reverses (M04) and retracts at the synchronized feedrate back to the R plane.
Example Program
N10 T08 M06 (Tap Tool Call)
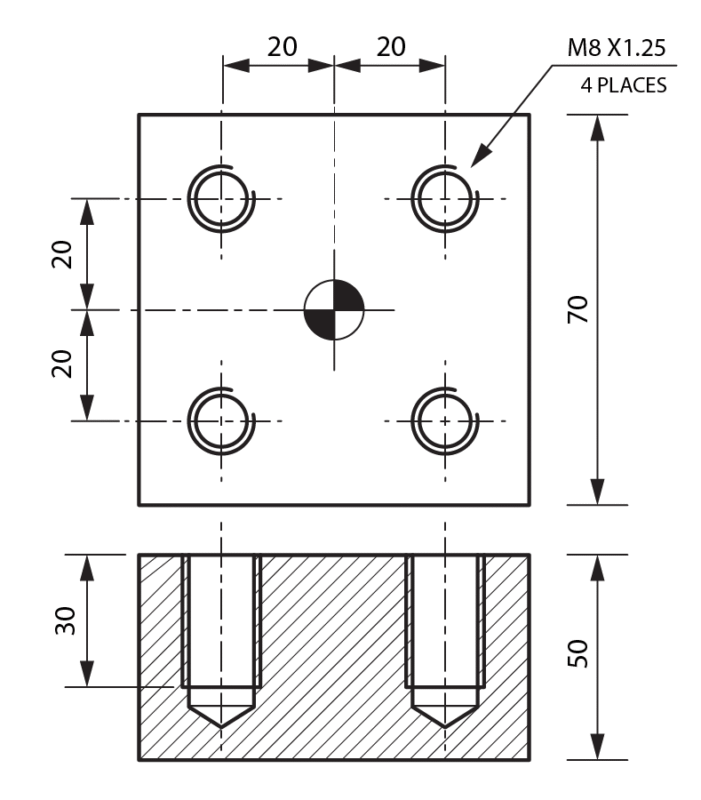
N20 G90 G54 G00 X20. Y20.
N30 G43 H08 Z100. M03
N40 S500 M29 (500 RPM)
N50 G98 G84 X20. Y20. Z-30. R2. Q5. F625.
N60 G80 (Cancel canned cycle)
N70 G00 Z100.
N80 M30
Explanation:
-
Q5.: The tap enters 5 mm, breaks the chip, and continues.
-
F625.: Calculated as $1.25 text{ mm (pitch)} times 500 text{ RPM} = 625 text{ mm/min}$.
-
Synchronization: The machine maintains the feed/spindle relationship during every peck, ensuring the thread path is not ruined during the retract-and-re-entry steps.
Important Notes
-
Rigid Tapping (M29): On many modern Fanuc VMCs, you must command
M29 S500before theG84block to engage the Rigid Tapping mode. Without this, the machine may not correctly synchronize the spindle encoder, which is catastrophic when pecking. -
Q-Value Logic: The
Qvalue must be a positive number representing the incremental depth. Ensure the total depthZis divisible byQfor even peck distribution. -
Chip Clearance: Unlike G83 drilling, G84 peck tapping does not retract to the R-plane during the pecking phase. If chips are still binding, you may need to reduce the
Qvalue to create smaller chips.
Quick Checklist Before Running G84 Peck Tapping
-
Verify M29: Did you include the
M29rigid tap command before the cycle? -
Check Feed Calculation: Re-calculate
Pitch × RPMto ensure yourFvalue is perfect. -
Tool Engagement: Ensure the tap has enough clearance to start the rotation before it engages the material.
-
Lubrication: Use high-quality tapping fluid; the multiple reversals increase heat and friction significantly compared to single-pass tapping.